Úvod
Vznik tohoto článku byl motivován mou snahou přispět svými zkušenostmi ke snaze těch nemnoha lidí, kteří se zabývají rekonstrukcemi licích technik v české LH komunitě. Sám se litím zabývám několik let a během svého snažení jsem postupně udělal snad všechny chyby, které udělat lze. Doufám proto, že tento článek pomůže zkrátit cestu těm, kteří jdou stejným směrem jako já. V následujícím textu se velmi často budu zabývat nedobovými technikami.
Principy, které je třeba dodržovat jsou však obecné. Myslím, že výhodné naučit se odlévat nejprve současnou technikou a teprve poté své poznatky aplikovat při rekonstrukci mnohem (zvláště časově) náročnější techniky dobové. Navíc i nedobovou technikou lze odlít věrnou repliku dobového předmětu.
Model
Kvalitní model je základem kvalitního odlitku. Pro výrobu forem ze silikonových kaučuků typu Lukopren může být model z jakéhokoli neporézního materiálu. Pro výrobu modelů pro odlévání na vytavitelý model (ztracený vosk), přichází v úvahu včelí vosk, nebo parafin. Osobně dávám přednost včelímu vosku. Pokud je třeba z vosku připravit destičku (např. pro výrobu nákončí, křížků a jiných plochých předmětů) je výhodné roztavený vosk nalít na skleněnou plochu (nejlépe velkou Petriho misku), která se nechá ztuhnout a poté umístí do mrazáku. Objemovým zmenšením vosku při ochlazení dojde k jeho odtržení od skleněné plochy a výsledkem je oboustranně perfektní hladký povrch. Samotná výroba voskového modelu je prací zdlouhavou, titěrnou, která často vyžaduje velikou trpělivost. Modelovací nástroje lze výhodně vyrábět z drátu o průměru 2 mm. Pokud je třeba spojit dvě voskové části, je možné to z trochou cviku učinit pomocí páječky. Výrobě modelu je třeba věnovat velikou pozornost, neboť dobrý odlitek věrně zreprodukuje i takové detaily, jako jsou otisky prstů, tahy nástrojů, drobné povrchové vady apod.
Pokud chceme použít techniku odlévání na ztracený vosk, je model v průběhu výroby formy zničen. Je proto vhodné vyrobit si formu na duplikování tohoto modelu např. z Lukoprenu jako matrici. Pokud chceme model zvětšovat či zmenšovat, je nejjednodušší použít techniku lití na spalitelný model. Model se v tomto případě vyrobí (odlije) ze želatiny, která se narozdíl od ztraceného vosku nevytaví, nýbrž se v průběhu výroby formy bezpopelně spálí. Model lze zvětšovat botnáním ve vodě, nebo zmenšovat vysycháním želatiny.
Příprava modelu pro zaformování
Před samotným zaformováním je nutné rozvrhnout dělící roviny vícedílných forem, umístění nálitku a systému odtokových kanálků.
Vícedílné formy je nutné vyrobit takovým způsobem, aby model nikde nebyl “podmodelovaný” tzn. aby ho bylo lze z formy velmi snadno vyjmout. Správně zamodelovaný objekt by z formy po odlití měl samovolně vypadávat. Ne vždy je to ovšem snadné. Velká výhoda silikonových kaučuků typu Lukoprenu, spočívá v jejich pružnosti, model může být v takovýchto formách i lehce pomodelován. Při lití na vytavitelný model může být model samozřejmě jakkoli podmodelovaný. Doporučovaný postup vytvoření dělící roviny je následující: Model se zahloubí do modelíny až po dělící rovinu (která samozřejmě nemusí být vodorovná) a odlije se první polovina formy. Po zatuhnutí se předmět vyjme z modelíny i s formou a odlije se druhá polovina formy.
Nálitek je důležitý pro kvalitu odlitku. Pro kvalitní odlitek (pokud není lito odstředivě) by měl být nálitek alespoň 10 cm vysoký. Styčná plocha nálitku s modelem nesmí být pro lití kovů příliš malá. V průběhu tuhnutí kovu dochází totiž ke změně objemu, kterou právě nálitek pomáhá vyrovnat. Největší část této změny objemu se odehraje v průběhu změny fáze, kdy jsou v odlitku přítomny jak krystaly tak kapalný kov. Aby nedošlo vlivem objemové změny ke vzniku charakteristických “propadů” musí si odlitek během tuhnutí přisát ještě určitý podíl tekutého kovu z nálitku. Minimální velikost styčné plochy nálitku a modelu pro drobné předměty velikosti šperků (lunice, křížky) podle svých zkušeností odhaduji na 0,25 cm2.
Předměty s plochami se při lití na vytavitelný model kvůli lepšímu odchodu vzduchu odlévají vždy šikmo vzhledem ke své nejdelší ose. Například na kostce by měl nálitek spočívat vždy na jednom z vrcholů. Při lití do vícedílných forem je možno odlít předmět vícekrát a proto se obvykle nálitek umísťuje do středu dělící roviny ve směru nejdelší osy předmětu. Při lití na vytavitelný model je nálitek stejně jako soustavu odvzdušňovacích kanálků třeba vymodelovat z vosku, při výrobě forem z Lukoprenu se nálitek obvykle modeluje z modelíny a soustava odvzdušňovacích kanálků se vyrobí jednoduše propícháním hotové formy.
Odvzdušňovací kanálky slouží k rychlejšímu odvodu vzduchu z formy. V každé uzavřené formě by měl být alespoň jeden odvzdušňovací kanálek. Odvzdušňovací kanálek je nutné umístit i do míst, které jsou nad úrovní styku nálitku s modelem a všude tam, kde hrozí nebezpečí vzniku vzduchové kapsy. Dobrý odlitek se mimo jiné vyznačuje dokonalým odlitím všech odvzdušňovacích kanálků.
Zaformování
Lukopren je silikonový kaučuk, který se vyznačuje dobrou reprodukcí tvarů a vysokou tepelnou odolností (N 5541 až do 320°C). Je možné ho využít i pro lití nízkotavitelných kovů. Z Lukoprenu je možno vyrobit jak jednodílné, tak vícedílné formy (s pomocí separátoru). Pro vysoce přesné duplikování voskových modelů se používá Lukopren N Super, pro lití nízkotavitelných kovů Lukopren N 5541. Model s nálitkem se položí na podložku (nebo částečně zatlačí do modelíny) a obestaví se hradítky (doporučuji kostky ze stavebnice LEGO). Lukopren s přídavkem katalyzátoru lijeme tenkým proudem pomalu z větší výšky. Pro odstranění bublinek v Lukoprenu je nutné prostor okolo tuhnoucí formy evakuovat (odsát vzduch) co nejdříve po nalití na asi 10 minut, ne však déle než na půl hodiny. K tomu se osvědčují evakuovatelné dózy na potraviny, které lze sehnat ve větších obchodech s domácími potřebami. Já používám vakuový exikátor a vodní vývěvu, je ovšem třeba říct, že vyšší dosažené vakuum oproti dříve uvedenému postupu nepřináší zásadní výhody. Při stavbě hradítek je nutné počítat se zvětšením objemu formy zhruba na dvojnásobek díky rozpínajícím se bublinkám. Pro výrobu vícedílné formy se použije Lukopren separátor. Výroba jednoho dílu formy tak zabere asi hodinu práce a alespoň 24 hodin času potřebného na dobré ztuhnutí Lukoprenu.
Pokud chceme vyrábět formy pro odlévání vysokotavitelných kovů jako je bronz, mosaz nebo stříbro, musíme použít odolnějšího materiálu. Mám zkušenosti s hliněnými formami a s formami ze speciální sádry na odlévání slitin do teplot tání 1100°C Gloria special. Dlabané kadluby pojednám rovněž zde, ačkoli se nejedná v pravém slova smyslu o zaformovávání.
Hlína pro výrobu keramické formy musí mít veliký podíl ostřiv pro co největší omezení objemové změny při vysychání a při vypalování. Dochované recepty formovacích směsí obsahují vždy veliký podíl (až 1/3) ostřiva, většinou organického (kobylince, popel z kostí, parohů). Organické ostřivo se při vypalování spálí a tím vznikne velmi pórovitý materiál, který zásadním způsobem příznivě ovlivňuje kvalitu odlitku. Póry totiž odejde část plynu, což umožňuje lepší styk kovu s povrchem formy. Hlína by měla vysychat velmi pomalu aby nepopraskala, pokud forma jakkoli viditelně popraská je k ničemu a musí se vyhodit. Pokud se vyrábí forma pro lití na vytavitelný model je nutné ještě před samotným vypálením odstranit vosk následujícím způsobem: nejprve se vytaví vosk při 100°C po dobu dvou hodin. Vosk se nejlépe nechá nasáknout do vhodného materiálu, který se odstraní (papírové kapesníky, hadr). Poté se forma opatrně zahřívá na teplotu asi 200 – 300°C, dokud nezačne charakteristicky zapáchat a při této teplotě se ponechá asi čtyři hodiny nebo dokud nepřestane zápach vydávat. Při vytavování vosku se totiž jeho značná část nasákne do pórů v hlíně a kdyby se forma rychle zahřála, dojde k okamžitému odpaření části nasáklého vosku a k nebezpečné explozi žhavé formy. Je nutné opravdu pečlivě odpařit veškerý nasáklý vosk! K uvedenému postupu se výborně hodí plynový sporák, doporučuji však velmi dobře větrat.
Hliněnou formu je potřeba vždy tvrdě vypálit, do nevypálené formy se vysokotavitelné kovy nesmí odlévat – hrozí nebezpečné uvolnění páry s následnými fatálními následky minimálně pro odlitek. Nízkotavitelné kovy do dobře vyschlé nevypálené formy odlévat lze. Výroba hliněné formy zabere nejméně 10 hodin času a trvá minimálně 10 dní.
Pokud chceme vyrábět vícedílnou formu, musíme vždy počítat z různou deformací jednotlivých částí formy při vypalování. Vzniklé mezery před litím dobře utěsníme zamáznutím šamotkou, odlitky však často za moc nestojí.
Jistou zkušenost vyžaduje výroba dvojdílné štípané formy. Tento druh formy ale poskytuje o dost lepší výsledky než výše uvedený typ. Postupujeme jako při výrobě formy pro lití na vytavitelný model, ale na formě si před vypalováním vyznačíme hlubokým ostrým vrypem dělící rovinu. Po vypálení formu pomocí ostrých klínků opatrně podél dělící roviny rozštípneme na dvě přesně doléhající poloviny. Celý postup po získání určité zručnosti funguje překvapivě spolehlivě. Z jedné formy tak lze získat 4 – 5 odlitků.
Pokud vyrábíme formu z formovací hmoty Gloria special (lze sehnat v prodejnách zubařského zásobování) celý postup výroby formy (na ztracený vosk) se zkrátí na 1 – 2 dny. S Glorií speciál se zachází podobně jako se sádrou. Před odpařováním vosku je nutné formu dobře vysušit při 95°C. Vysychání formy, stejně jako odpařováním vosku je nejlépe kontrolovat vážením. Pokračuje se tak dlouho, dokud forma ztrácí hmotnost. Gloria speciál velmi dobře reprodukuje tvar, ale oproti hliněné formě je velice křehká, proto pozor na mechanické poškození.
Co se týče dlabaných kadlubů, mám zkušenost pouze z pokusným opukovým kadlubem. Lití do kadlubu je vhodné pouze pro odlévání velmi hrubých tvarů. Kadlub kupodivu značně plynuje a styk taveniny s povrchem kadlubu je obecně špatný.
Lití
Pokud liji vosk kvůli duplikaci modelů pro lití na ztracený vosk, obvykle nechám vosk na formě rozpustit přímo v plynové troubě. Lukopren N Super je velice vhodný pro odlévání voskových předmětů a výsledné odlitky jsou velmi přesné. Bublinky, pokud se vyskytnou, lze odstranit opatrným třesením s formou, nebo pomocí evakuace.
Pro lití nízkotavitelných kovů je nejvhodnější forma z Lukoprenu N 5541 (obvykle vícedílná) nebo sádrová forma pro lití na vytavitelný model. Lukopren je třeba před litím kovů dovulkanizovat při cca 150°C po dobu 5 – 10 hodin. Mezipovrchvé napětí mezi Lukoprenem a nízkotavitelnými kovy je bohužel značné, takže zatékavost není ideální. Tento problém lze řešit buď nasazením odstředivého lití, nebo poprášením povrchu formy grafitovým práškem či kaolínem. Lití plochých kovových předmětů tenčích než cca 1.5 mm do Lukoprenu je záležitost pro velmi zkušené, v tomto případě poskytuje sádra výrazně lepší výsledky, díky své pórovitosti. Vždy se lije tenkým proudem z výšky do předehřáté formy (150°C) až do úplného zaplnění nálitku.
Lití vysokotavitelných kovů je nejnáročnější. Tavba probíhá za světle žlutočerveného žáru při zhruba 1000°C. Stříbro taje 962°C, eutektická bronz 960°C, zlato 1064°C, měď 1083°C. Prvky by měly být co nejryzejší, jinak dojde ke vzniku houbovité oxidační vrstvy na povrchu, která znemožňuje lití. Ideální zařízení pro tavbu takových materiálů je muflová pec, kterou však nevlastní každý. Mám zkušenosti z tavbou v elektrické peci a ve výhni. Pro tavbu v peci je zásadní použití grafitového kelímku, keramické kelímky velmi často (Podle mých zkušeností prakticky vždy) praskají a kovové kelímky tavenina během asi 15 minut rozpustí s fatálními následky pro vyzdívku pece. Železné kelímky lze ale použít při tavbě ve výhni. Kelímek nevydrží víc jak deset taveb.
Při tavbě kovu ve výhni je třeba aby byl kelímek dokonale obklopen uhlím a přiklopen víčkem, jinak se tavba nezdaří. Společně s tavením kovu předehříváme formu na co nejvyšší teplotu. Forma by se (pro praváky) měla předehřívat na levé straně od kelímku). Tavba musí proběhnout co nejrychleji, neboť tavený kov poškozuje kelímek a navíc dochází k velmi rychlé oxidaci taveniny – přeměně kovu na strusku, která může znehodnotit odlitek. Při tavbě nejprve vsadíme menší množství jemněji děleného kovu, který rychle vytvoří základ taveniny, poté můžeme přidávat větší kusy. Kov musí mít vždy přímý styk se dnem tavícího tyglíku nebo alespoň s hladinou taveniny. Kov můžeme lít ve chvíli, kdy se vytvoří “zrcátko” – neklidná, zrcadlově lesklá hladina kovu. Od odstranění víčka kov začíná chladnout – čas na nalití do formy je velice krátký, zhruba 10 – 15 sekund. Je nutné pracovat přesně a rychle. Doporučuji používat brýle a svářečské rukavice. Kov lijeme proudem po stěně nálitku až do jeho úplného zaplnění. Pokud začne forma praskat, nebo nalitý kov bublat, lití je nutné okamžitě přerušit a vzdálit se – hrozí exploze formy.
Formu necháme pomalu ochladnout, nejlépe zakrytou dřevem nebo zasypanou pískem. Formu rozbíjíme po úplném vychladnutí, netrpělivost se nevyplácí.
Závěr
Kovolitectví je z hlediska rekonstrukce jedno z náročnějších řemesel. Doufám že mnou sdělované zkušenosti přispějí ke zlepšení povědomí o lití v české LH komunitě a možná přimějí i další, aby se této výzvě postavili.
Obrazová příloha
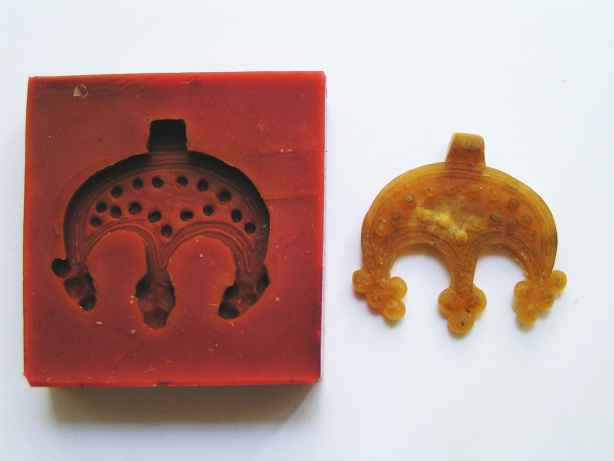
Obr 1: Forma na duplikaci voskových modelů, Lukopren N 5541 a voskový duplikát.

Obr 2: Pokus o bronzovou lunici – málo předehřátá forma

Obr 3: Jiná bronzová lunice, zatím nejlepší dosažený odlitek z bronzu

Obr 4: Dvě bronzová nákončí. Model můj, odlito profesionálem.
Autor: David „Bídák“ Biedermann
Kategorie
- Pro vkládání komentářů se musíte registrovat nebo přihlásit
Mohla bych porosit o konktakt
Lucka Čt, 05/19/2011 - 11:03
Mohla bych porosit o konktakt na nějakého šikovného odlévače? Potřebovala bych udělat sponu i nákončí, od modelu až k samotnému odlití...
Děkuji
www.odlevani.cz
axl 73 Po, 09/12/2011 - 17:19
In reply to by aba
www.odlevani.cz
odlevani alpaky
axl 73 So, 09/10/2011 - 18:20
Dobry den pratele.
Uz nejaky cas se nase rodinna firma venuje modelarstvi a odlevanim mosazi a hliniku.Jsme s otcem jedni s tech kterym se stal konicek povolanim.Odlevame predevsim sedlarske kovani a male serie prevazne replik historickych dilcu.Chceme zacit odlevat tez alpaku(niklovou mosaz),ale nemuzeme najit vubec zadne informace.Tim bych vas chtel poprosit zda nejake skusenosti,literaturu.Na oplatku nabizim zkusenosti a rady z oboru kteremu se venuji.Axl 73
Odstředivé lití zinku
sonokark St, 01/31/2018 - 12:00
Zdravím,
potřeboval bych poradit ohledně odstředivého lití zinku. Kontaktoval jsem firmu vyrábějící silikon, který je uveden výše v příspěvku (LUKOPREN N5541) s tím by neměl být problém, teď řeším samotnou odstředivku a tavení zinku a popřípadě i nákup zinku (slitiny).
Potřeboval bych vědět cca otáčky odstředivky a cca průměr formy, popřípadě přítlak horní desky.
Děkuji za info